深圳市紅葉杰科技有限公司
賣家服務時間
9:00--17:00
樹脂工藝品復模硅膠
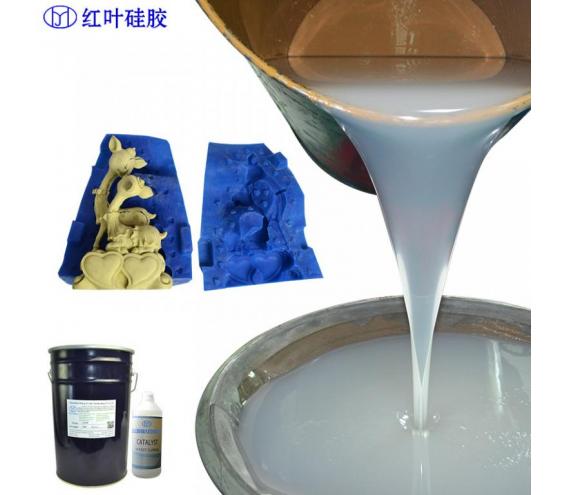
●產品介紹
樹脂工藝品復模硅膠是雙組份縮合型有機硅橡膠,A組份為白色或半透明可流動性的液體,B組份是透明或淡黃色有機錫固化劑(硫化劑或硬化劑),二者按100:3比例混合后能快速成型,可室溫固化。

●產品用途:
樹脂工藝品復模硅膠廣泛用于仿真食品模型模具、PU樹脂、不飽和樹脂、聚氨酯樹脂、婚慶蠟燭、肥皂手工皂、輪胎翻模、大型文物雕像、水泥磚雕文化石、歐式構件、石膏佛像浮雕產品、汽車內飾外殼、后視鏡、保險杠、風力發電葉片等產品的灌注模具或刷模分片模模具的制作。

●硅膠技術參數
型號 | HY-605 | HY-610 | HY-615 | HY-620 | HY-625 | HY-630 | HY-635 | HY-640 |
顏色 | 白色/半透明 | |||||||
粘度(CS) | 11000 | 13000 | 11000 | 15000 | 22000 | 24000 | 24000 | 12000 |
比重( g/cm 3 ) | 1.04 | 1.04 | 1.05 | 1.06 | 1.06 | 1.06 | 1.08 | 1.05 |
硬度(A°) | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 |
抗拉伸強度( MPa) | 2.2 | 2.3 | 3.2 | 3.7 | 4.3 | 4.8 | 4.8 | 4.2 |
抗撕裂強度(kN /m ) | 9 | 10 | 18 | 21 | 27 | 29 | 27 | 20 |
伸長率(%) | 320 | 320 | 350 | 420 | 420 | 400 | 200 | 150 |
線收縮率(%) | ≤0.5 | ≤0.4 | ≤0.3 | ≤0.3 | ≤0.3 | ≤0.3 | ≤0.3 | ≤0.3 |
固化劑添加比例(%) | 2-5 | 2-5 | 2-5 | 2-5% | 2-5 | 2-5 | 2-5 | 2-5 |
操作時間( mins ) | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 |
固化時間( hours ) | 3-4 | 3-4 | 3-4 | 3-4 | 3-4 | 3-4 | 3-4 | 3-4 |
●產品特點
1、粘度低、流動性好、好操作;
2、縮水率小,不變形,低收縮率;
3、高抗拉、高抗撕、翻模次數多;
4、耐高溫耐樹脂發熱腐蝕。
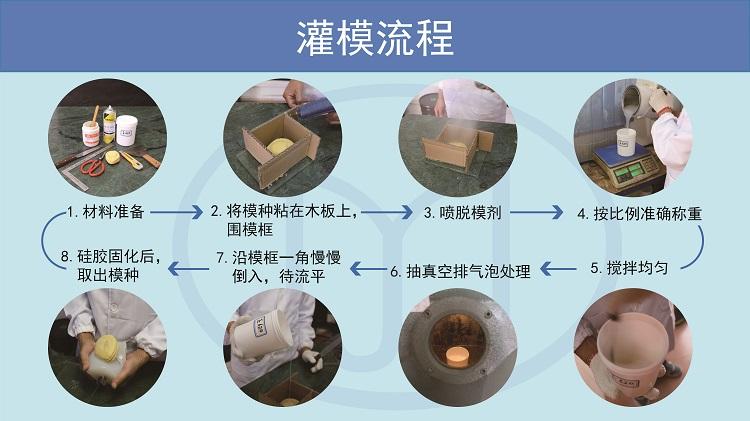
硅膠模具的制作工藝:
1、刷模:一般刷三層,根據模具要求可刷多層。第一層刷在模種上抽真空,涂刷要均勻待20-30分鐘硅膠開始交聯時,刷上第二層,同時鋪一層紗布或玻纖布,20-30分鐘后涂刷最后一層蓋面,固化成型。

2、灌注模:把攪拌均勻的硅膠和固化劑倒入圍好模種的容器中,抽真空固化成型。有的不能直接取出模種的還須開刀脫模,以便順利生產。
● 使用技術指南:
1、固化劑(B組分)搖勻后再使用。
2、A組分:B組分=100:2-100:5,這個比例是按A、B兩組分的重量計算。重量以電子稱量結果為準。
3、A、B兩組分倒入容器后,用攪拌棒攪拌均勻。當顏色比較均勻時就表明已經攪拌均勻。容器底部和容器壁一定要刮得很好,確保此處的硅膠能和固化劑充分混合。硅膠和固化劑一定要攪拌均勻,如何沒有攪拌均勻,模具會出現一塊已經固化,一塊沒有固化,硅膠會出現固化不均勻狀況就會影響硅膠模具的使用壽命及翻模次數,甚至會造成模具報廢情況。
4、硅膠和固化劑攪拌均勻后,進行抽真空排氣泡環節,抽真空的時間不宜太久,正常情況下,不要超過十分鐘,抽真空時間太久,硅膠馬上固化,產生了交聯反應,使硅膠變成一塊一塊的,無法進行涂刷或灌注,這樣就浪費了硅膠,只能把硅膠倒入垃圾桶,重新再取硅膠來做。
5、抽真空時容器不能裝得太滿,否則抽真空處理時,硅膠很容易溢出容器。
6、灌注時物流要沿著模框一角灌注,方便物流流平減少固化時的氣泡。
7、模具在室溫下4-8個小時后就可以完全固化,不要加熱固化,即使要加溫加速其固化時間,溫度也不建議高于60℃。
8、產品原型若屬于陶瓷等含硅的材料,最好將原型噴漆便于脫模。
9、為了達到最佳效果,模具最好是放置24小時以后再使用。
● 保質期:
室溫25C下,不打開包裝,12個月

● 包裝規格
本產品以鐵桶包裝,規格有5kg+250g、25kg+1kg和200kg+8kg三種規格。
規格參數
行業分類:
化工/橡膠及制品/有機硅橡膠
產品類別:
品 牌:
紅葉杰
規格型號:
25公斤/桶,配4%固化劑
庫 存:
100000
生 產 商:
紅葉硅膠
產 地:
中國廣東省深圳市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交