河北威岳機械有限公司
賣家服務時間
9:00--17:00
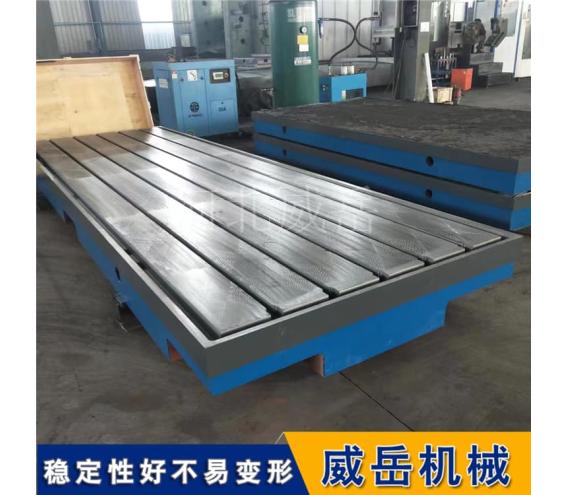
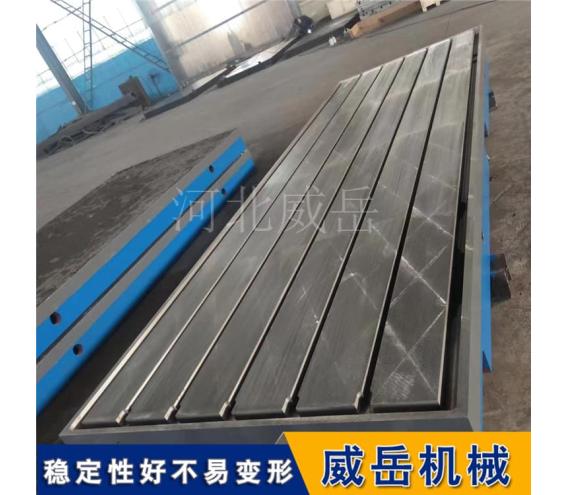
鑄鐵T型槽平臺精益求精的工藝介紹
鑄鐵T型槽平臺作為機械制造領域的基礎工具,其工藝精度與使用規范直接影響加工效率和產品質量。本文將深入剖析其制造工藝的核心要點及使用中的關鍵注意事項,為行業從業者提供實用
 參考。
參考。
一、鑄鐵T型槽平臺的工藝精要
1.材質選擇與熔煉技術
采用HT200或HT250灰鑄鐵為基材,通過中頻電爐熔煉實現鐵水成分的控制。關鍵指標為碳當量(CE)控制在3.6%3.8%,硅碳比維持在0.60.8,確保材料兼具強度和減震性。某頭部制造商通過添加0.2%的錫元素,使平臺硬度穩定在HB180220區間,耐磨性提升15%。
2.鑄造工藝創新
采用樹脂砂造型結合階梯式澆注系統,避免冷隔缺陷。工藝引入三維模擬軟件進行凝固分析,將傳統工藝中3%的縮孔率降至0.8%以下。平臺底部設計網格狀加強筋,在保證剛性的同時減輕15%重量。
3.時效處理關鍵期
自然時效需持續612個月,人工時效采用階梯升溫法:以80℃/h速率升至550℃保溫4小時,再以20℃/h緩冷至200℃出爐。某實驗室數據顯示,經規范時效的平臺,年變形量可控制在0.02mm/m以內。
4.加工三階段
粗加工留3mm余量,使用CBN刀具保證基準面平面度
半精加工采用"棋盤式"走刀路徑,溫度控制在20±1℃環境
精磨工序使用PVA砂輪,表面粗糙度可達Ra0.8μm
二、精度控制的五大核心指標
1.平面度公差
按GB/T220952008標準,0級平臺在1000mm長度內公差為8μm。激光干涉儀檢測顯示,先進企業已能將局部平面度控制在5μm/㎡。
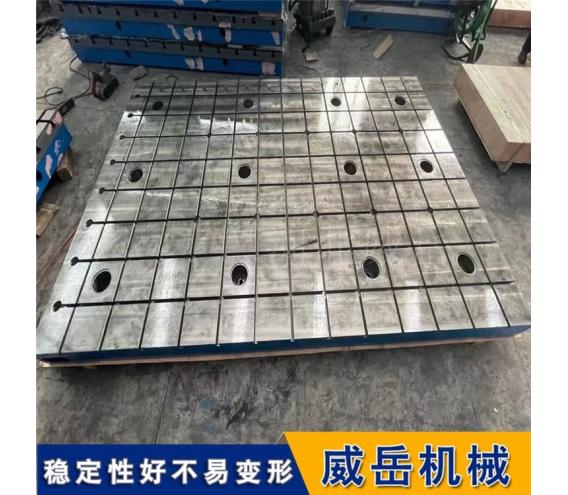
2.T型槽精度
槽寬公差控制在H7級,側面對基準面的垂直度≤0.02mm/100mm。某項目采用光學自準直儀檢測,實現槽間平行度0.01mm/m的突破。
3.表面質量要求
工作面硬度差不超過HB15,每25mm2內不得有超過2個直徑>0.5mm的氣孔。通過熒光透檢測確保微觀裂紋≤0.1mm。
隨著數字孿生技術在平臺全生命周期管理中的應用,未來鑄鐵T型槽平臺將向"精度可追溯、狀態可預測"的方向發展。掌握這些工藝精髓與使用要訣,方能真正發揮這一基礎工裝的價值潛能。
威岳機械謝女士15350773479
規格參數
行業分類:
儀器儀表/量具/其他量具
產品類別:
品 牌:
河北威岳
規格型號:
2000*4000
庫 存:
生 產 商:
河北威岳機械
產 地:
中國河北省滄州市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交