河北威岳機械有限公司
賣家服務時間
9:00--17:00
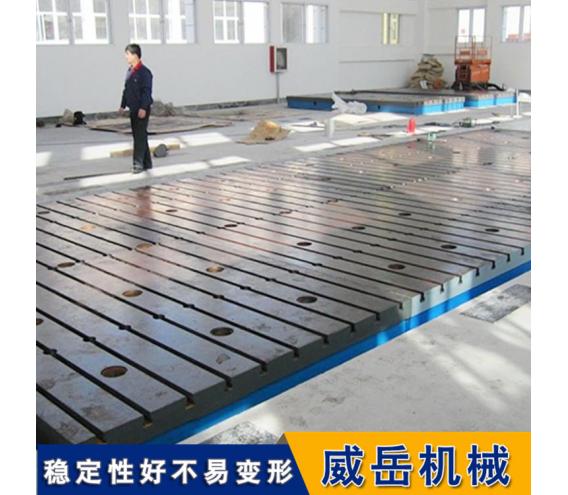
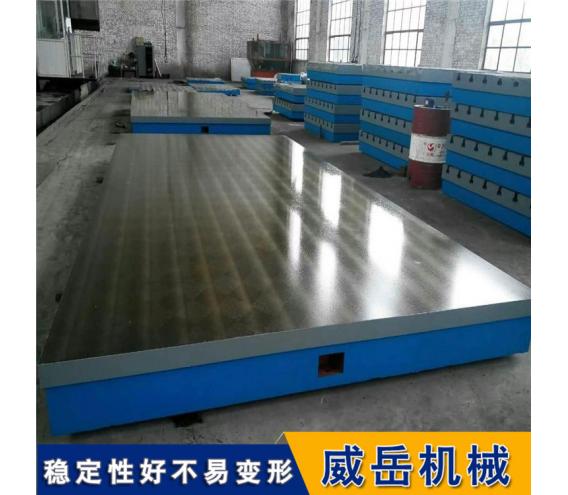
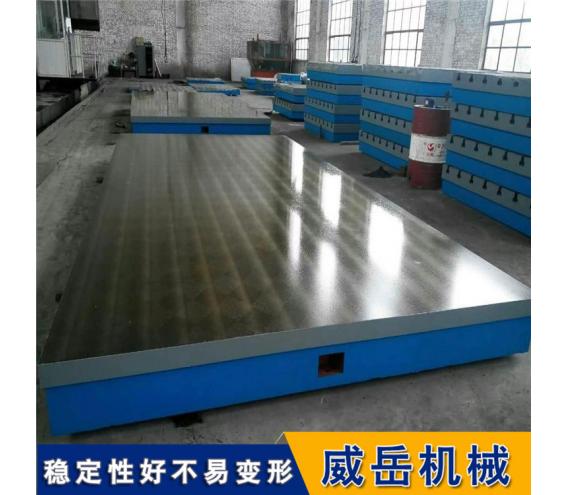
機床工作臺導軌鏟刮是平面修整加工的方法之一,其目的是為了降低表面的粗糙度值,提高接觸精度和幾何精度,從而提高機床整體的配合剛度、潤滑性能、機械效益和使用壽命;如果僅用平面磨床和導軌磨床加工是難以達到效果的。人工刮研更是機床設備和鑄鐵平板所需的加工工藝。在現代科技化發展的工作中,試驗平臺被廣泛使用。鑄鐵試驗平臺(試驗鐵地板)又叫試驗工作平臺,聽名字大家也不難想象出來這是一款帶有箱式體的臺面,這是一種有長方形或者圓形又或者正方形的試驗工作臺。
鑄鐵試驗平臺主要用于發動機試驗室,為發動機、測功機等提供基礎試驗平臺。
鑄鐵試驗平臺適用于各種檢測,試驗工作,經密測量用的基準平面;用于機械檢驗測量基準;檢查零件的尺寸精度或形位偏差,并作緊密劃線,鑄鐵試驗平臺(試驗鐵地板)可做成振動試驗臺,在機械制造中也是不可缺少的基本工具
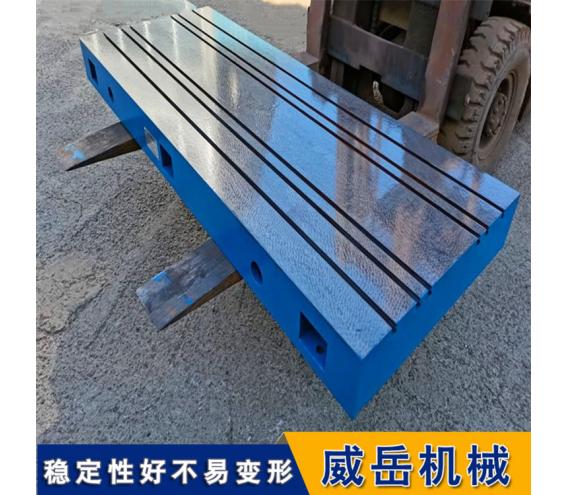
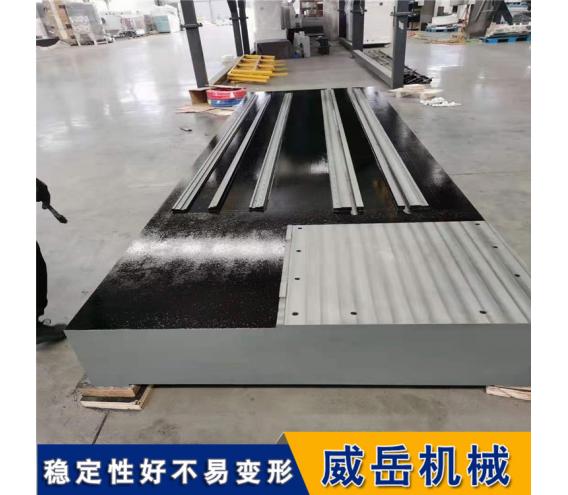
鑄鐵試驗平臺通常做成箱體式,正方形,圓形,長方形等形狀,結構分為箱型、雙圍型、單圍型。
在刮研全過程中,一般要經歷粗刮、細刮、精刮三個階段。
粗刮階段
粗刮的首要任務應先解決形位誤差問題。比如車床溜板燕尾導軌的兩端平行度,如不先解決好,留到粗刮好后再解決平行度,不但費工費時而且延誤工期。粗刮刀跡要寬大、要大刀闊斧地進行。對每個點只刮一次不刮二次。刀跡方向是同方向順次排列,每輪變換一次。經過反復循環不斷刮研,黑點由少變稠密,由不均勻分布至均勻分布,當任意刮方(25mm×25mm)達到4~6點時,表面粗糙度達到Ra2.5~Ra3.2時即宣告粗刮階段的中止。
細刮階段
細刮在粗刮基礎上進行。細刮的任務主要解決表面質量問題,即接觸精度、幾何精度(平面度達到0.01mm/500mm2)、表面粗糙度(Ra1.6~Ra3.2),同時還要兼顧到形位誤差。細刮的刀跡寬為6~8mm,長10~12mm,刀跡建議采用直推加扭轉法,正“6”塊反“6”塊刀跡較好,當任意刮方達到10~12點時細刮階段即宣告中止。
精刮階段
精刮是在細刮基礎上進行的,精刮的任務是進行提高刮研表面質量,兼顧、核定形位誤差。精刮要磨好平面刮刀,要鋒利,落刀要穩要輕,特別要避免刀角劃傷表面,精刮刀跡寬5~7mm,甚至更窄更短,視刮削平面大小而變化。刀跡建議采用左扭轉法或右扭轉法,刮削時用力宜小,刮花則例外。當黑點增加到每任意方20~25點時,即宣告精刮結束,其鑄鐵平板平面度應為0.01mm/500mm2以下,表面粗糙度為Ra0.8~Ra1.6
規格參數
行業分類:
儀器儀表/量具/其他量具
產品類別:
品 牌:
機床工作臺導軌
規格型號:
200*300-2000*3000
庫 存:
64
生 產 商:
河北威岳
產 地:
中國河北省滄州市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交