河北威岳機械有限公司
賣家服務時間
9:00--17:00
澆注方面防止熱裂的主要措施是采用高溫出爐、低溫澆注,澆注速度先快后慢的原則。但考慮到降低澆注溫度,對于薄壁件易產生冷隔、澆不足等缺點,所以根據鑄件結構特點,應分別按以下方法生產為好。
1、在澆注薄壁與桿狀(扳手、連接桿、鉗子)鑄件時,鋼水的澆注溫度控制在1540C左右,型殼的溫度大于650C,即要求紅殼澆注。
2、對于壁厚大于20毫米的鑄件,鋼水的澆注溫度選擇在1530C左右,型殼的溫度在400C以下,甚至可冷殼澆注。這樣有利于鑄件在熱裂危險期的結殼強度提高。
3、當遇到壁厚不均勻的鑄件,鋼水的澆注溫度取1540C .型殼的溫 度在400-500C左右,但嚴格執行先快后慢的澆注方法。鑄件澆注后待鋼液凝固后,應將壁厚部分的型殼先,讓這部分先冷,以達到鑄件收縮均勻之目的。以上是針對容易產生熱裂的碳鋼鑄件采取的措施,不銹鋼鑄件可參照進行,但澆注溫度需適當提高30-60C左右。
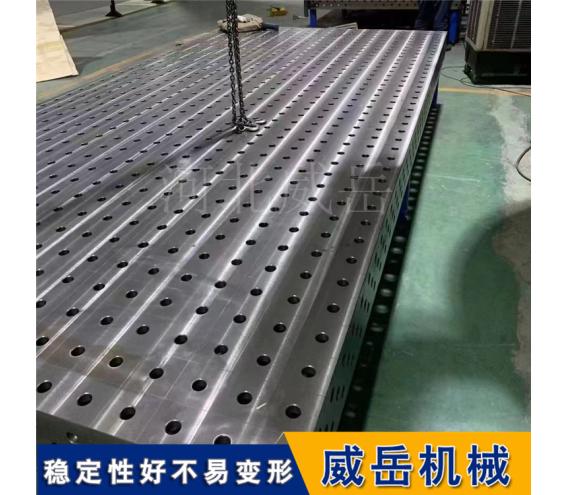
三維柔性焊接鑄件平臺,材質采用HT300鑄造,工藝采用龍門數控加工中加工,了加工精度,工作面及四周打直徑28的孔,孔間距100*100,孔與孔之間有刻線。此產品有標準規格,也需要定做,可定做非標產品(訂購前請聯系客服,咨詢詳情)。三維焊接平臺采納HT300材質比傳統的焊接平臺的硬度、密度都要高,并且三維焊接平臺上面的孔及邊角都是采納一次成型,精度也要。三維柔性焊接平臺的使用要求和精度介紹:一般0級的三維柔性焊接平臺每邊為25mm平方的范圍你不能少于25個點。三維柔性焊接工裝平臺的包裝一般會采用鐵板包裝和木制包裝兩種形式。須采用相應標準的保護措施進行包裝。三維柔性焊接工裝平臺用于鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔三維柔性焊接工裝平臺用于鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔主要用來清理鉚焊時的一些鐵渣和焊接廢棄物。在使用三維柔性焊接工裝平臺時對平板的精度要求是很嚴格的,所以需要對三維柔性焊接工裝平臺進行重要的保養工作。
三維柔性焊接平臺的產品總是能夠得到用戶的賞識。為了更好的幫助企業得到發展,維焊接平臺的生產廠家也不斷地
汲取各種生產中的經驗。優化的服務公司總是能夠給用戶帶來更多的效果。想要在未來的市場中發展的更好,就需要從日常生活中的點滴做起。維焊接平臺的服務項目和內容上看不論是從先進性還是從產品的性能上看,優的產品總是能夠給人們留下深刻的印象
規格參數
行業分類:
儀器儀表/量具/其他量具
產品類別:
品 牌:
焊接平臺
規格型號:
200*300-2000*3000
庫 存:
646
生 產 商:
河北威岳
產 地:
中國河北省滄州市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交