河北威岳機械有限公司
賣家服務時間
9:00--17:00
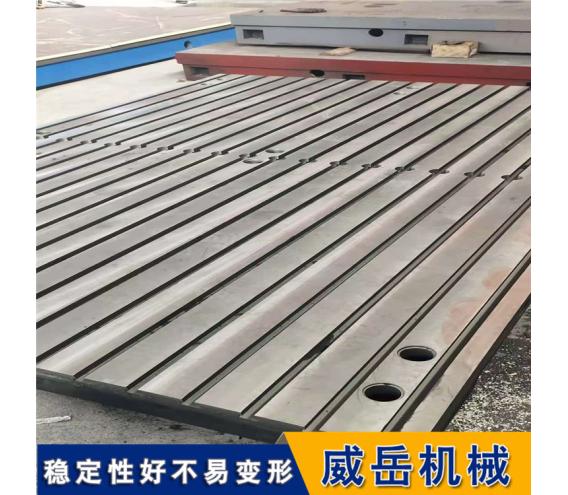
鑄鐵平板通常采用灰鑄鐵或球墨鑄鐵進行鑄造。灰鐵被稱為孕育鑄鐵,其以低廉的成本,良好的減震性、耐磨性、機械性能和鑄造性能被廣泛應用于鑄造行業中。要使用灰鑄鐵獲得合格的鑄造坯件,經過碾砂-造型-熔煉-澆注-清理-檢查等眾多環節,要保證鑄鐵平板鑄件的質量就要控制好鑄造過程中的各個環節。
1.鑄鐵平板鑄造碾砂過程的控制型砂的性能將直接影響鑄件的質量,因此,型砂應該具有良好的透氣性,濕強度、流動性、可塑性和退讓性等。
嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性 ,以提高透氣性、流動性等。
2.鑄鐵平板鑄造熔煉過程的控制生產灰鑄鐵件時,嚴格控制人爐和人包材料的質量,對其成分、塊度及理化性能按要求進行檢查和驗收。
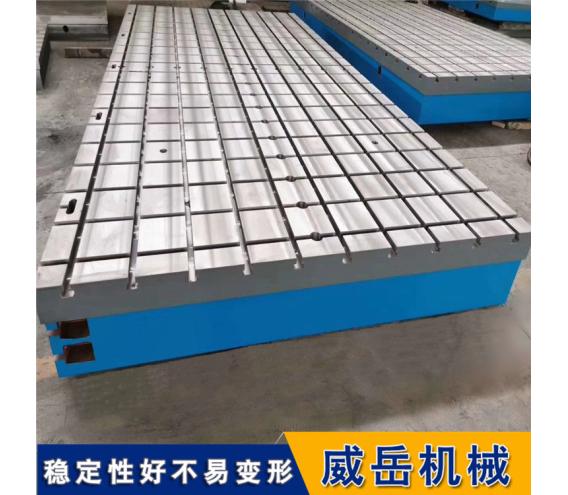
3.鑄鐵平板鑄造造型過程的控制
造型過程控制是生成鑄件的關鍵過程,直接影響鑄件的質量。主要注意以下幾方面:
(1)模樣:模樣是鑄造生產主要的工藝裝備,也是鑄造生產的一道工序,在保證幾何尺寸的同時。也要考慮生產規模及使用方便性。
(2)合理的工藝:操作者要嚴格按工藝過程進行操作,歷求鑄件結構使模樣制造簡單方便,使分型面數目少,具有拔模斜度,砂芯數量要少,有合理的壁厚,連接處要有過渡。選擇合理的澆注系統,使鑄件順序凝固,以得到組織均勻的鑄件。
(3)合箱:合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少鑄件偏箱的重要手段。
(4)下芯:下芯時要平穩,清理浮砂。砂芯的位置要放置好以防偏芯的產生。
(5)烘干:對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺點。
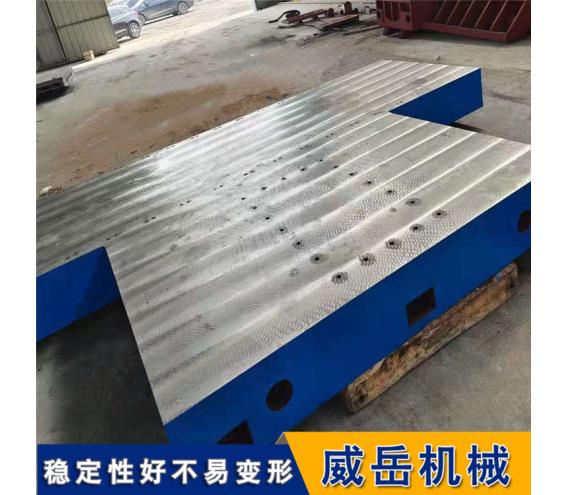
4.鑄鐵平板鑄造澆注過程的控制
通過以上環節的準備,就可進行澆注。澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺點。
5.鑄鐵平板鑄造清理過程的控制
清理過程是鑄件冷后從鑄型中清理鑄件,以獲得表面無缺點的鑄件。
技術的不斷發展,科技的不斷進步就需要完成對于一些產品的生產和加工,是否可以更好的保證產品
規格參數
行業分類:
儀器儀表/量具/其他量具
產品類別:
品 牌:
鑄鐵平臺
規格型號:
200*300-2000*3000
庫 存:
55
生 產 商:
河北威岳
產 地:
中國河北省滄州市

快速創建集企業介紹、產品服務、直播等一體的個性旺鋪

升級成企業號幫助企業搭建社交移動互聯網智能營銷平臺

自助開通商城,將智能營銷平臺、直播系統流量轉化成交